Revestimentos Industriais para a Indústria de Alimentos e Bebidas
Como escolher o sistema ideal para ambientes críticos de produção
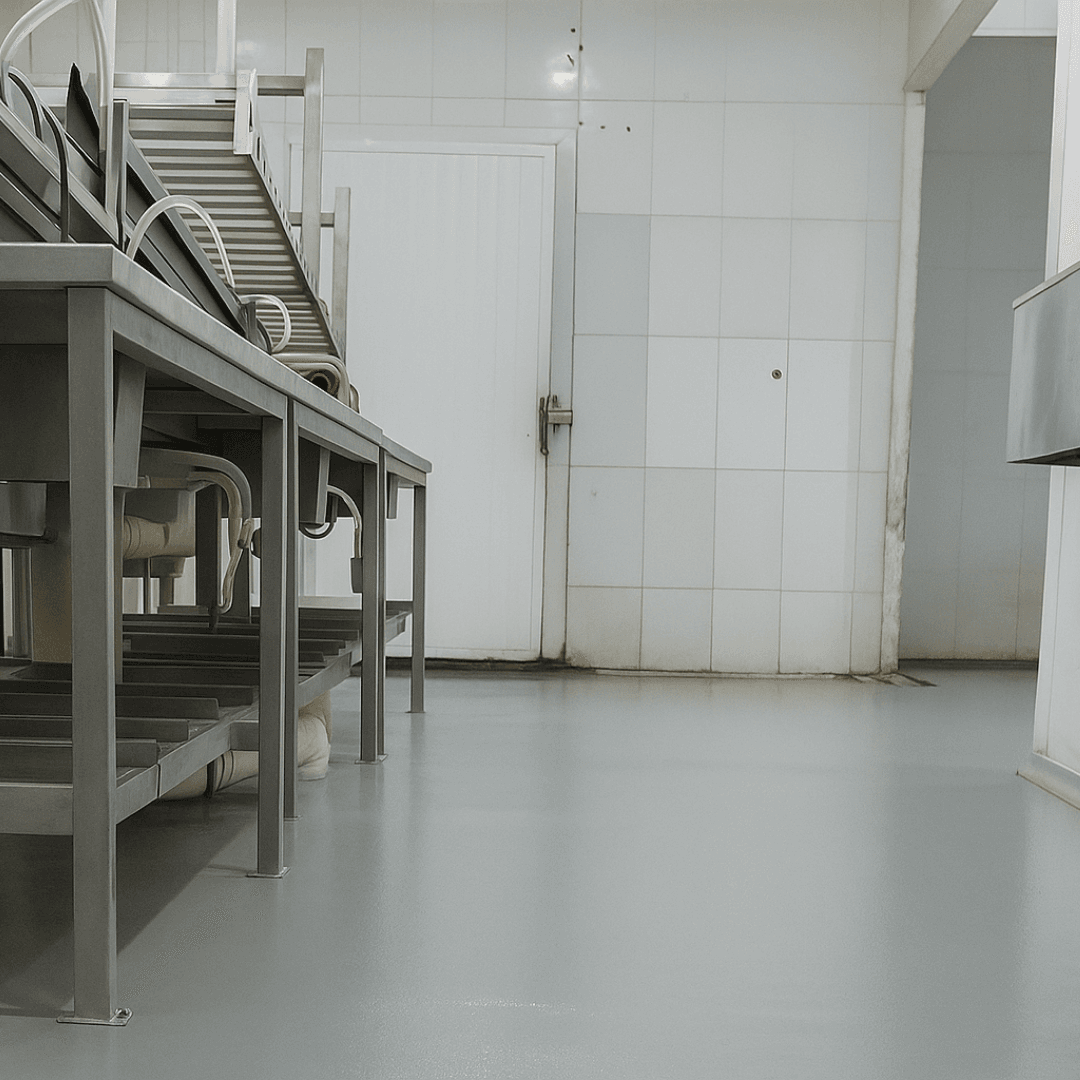
A indústria de alimentos e bebidas opera sob um dos mais altos níveis de exigência técnica do setor industrial. Higiene rigorosa, segurança operacional, resistência química, variações térmicas e alta frequência de limpeza fazem com que a escolha do piso industrial seja um fator estratégico, e não apenas construtivo.
Neste guia técnico, apresentamos de forma clara e objetiva quais sistemas de pisos industriais da Total Revestimentos são mais indicados para cada desafio do segmento, ajudando sua equipe técnica, engenharia ou manutenção a tomar decisões mais seguras e duráveis.
Principais desafios da indústria de alimentos e bebidas
INDÚSTRIA DE PESCADOS
INDÚSTRIA DE BEBIDAS
CÂMARA FRIA
INDÚSTRIA DE LATICÍNIOS
Ambientes produtivos desse segmento enfrentam desafios específicos, como:
Altas exigências sanitárias, com necessidade de superfícies contínuas e fáceis de higienizar
Contato frequente com agentes químicos, detergentes alcalinos, ácidos e sanitizantes
Choques térmicos, devido a lavagens com água quente ou vapor
Tráfego intenso de pessoas e equipamentos, como paleteiras e carrinhos
Risco de contaminação cruzada, quando o piso apresenta porosidade, fissuras ou juntas abertas
Operação em temperaturas negativas, especialmente em câmaras frias e áreas de congelamento
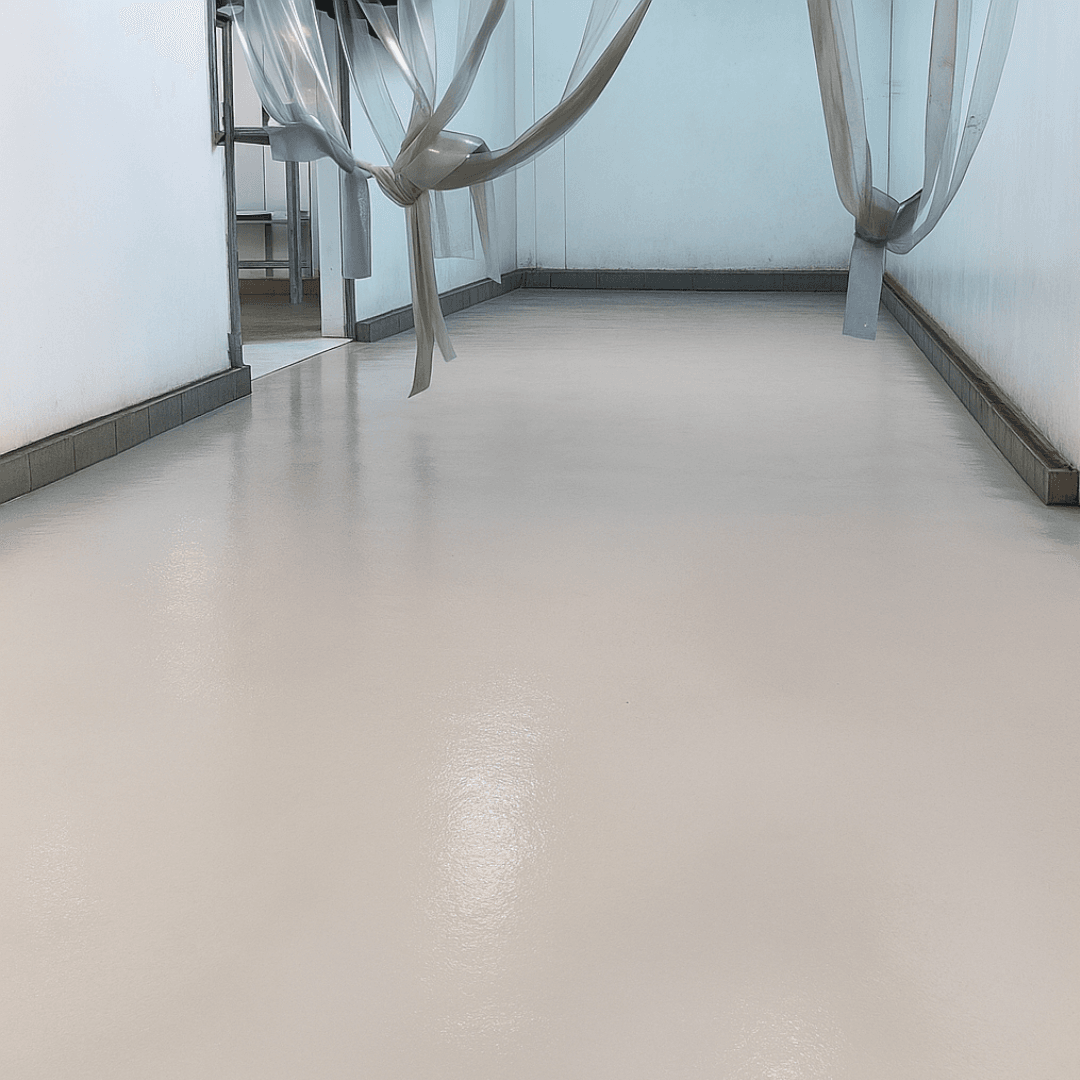
Para atender a esse cenário, o piso precisa ser monolítico, impermeável, resistente e tecnicamente compatível com normas sanitárias nacionais e internacionais.
TOTAL DUR® – URETANO: Sistema Uretânico de Alta Performance para FOOD & BEVERAGE
A Linha TOTAL DUR®foi desenvolvida com tecnologia uretânica de última geração, sendo amplamente indicada para áreas produtivas de alimentos e bebidas que exigem máxima higiene e resistência operacional.
Onde aplicar:
Indústrias alimentícias em geral
Bebidas, laticínios, frigoríficos e abatedouros
Cozinhas industriais e áreas de preparo
Áreas de lavagem, envase e processamento
Benefícios técnicos:
Sistema monolítico, sem juntas, evitando acúmulo de resíduos
Estrutura densa e impermeável, com baixíssima absorção
Alta resistência química a ácidos, gorduras, detergentes e sanitizantes
Excelente comportamento frente a choque térmico
Superfície que inibe a proliferação de microrganismos
Alta durabilidade mesmo sob limpeza intensiva
Esse sistema é ideal para plantas que precisam manter continuidade operacional, reduzindo riscos de interdição sanitária e custos de manutenção ao longo do tempo.
TOTAL SUBZERO® – POLIURÉIA HÍBRIDA: Revestimento para Ambientes de Temperatura Negativa
A Linha TOTAL SUBZERO® é baseada em poliuréia híbrida, projetada especificamente para ambientes industriais operando em temperaturas negativas.
Onde aplicar:
Câmaras frias e túneis de congelamento
Áreas de estocagem refrigerada
Centros de distribuição refrigerados
Ambientes com necessidade de liberação rápida ao tráfego
Benefícios técnicos:
Cura ultrarrápida, reduzindo paradas operacionais
Excelente resiliência mecânica, mesmo em baixas temperaturas
Alta resistência a impacto, abrasão e agentes químicos
Sistema 100% monolítico, mantendo integridade estrutural
Longa vida útil, mesmo sob ciclos térmicos severos
Esse sistema garante segurança, desempenho e confiabilidade em operações onde o tempo de parada e falhas de revestimento geram alto impacto financeiro.
Normas e boas práticas atendidas:
A Linha TOTAL SUBZERO® é baseada em poliuréia híbrida, projetada especificamente para ambientes industriais operando em temperaturas negativas.
Onde aplicar:
Câmaras frias e túneis de congelamento
Áreas de estocagem refrigerada
Centros de distribuição refrigerados
Ambientes com necessidade de liberação rápida ao tráfego
Benefícios técnicos:
Cura ultrarrápida, reduzindo paradas operacionais
Excelente resiliência mecânica, mesmo em baixas temperaturas
Alta resistência a impacto, abrasão e agentes químicos
Sistema 100% monolítico, mantendo integridade estrutural
Longa vida útil, mesmo sob ciclos térmicos severos
Esse sistema garante segurança, desempenho e confiabilidade em operações onde o tempo de parada e falhas de revestimento geram alto impacto financeiro.
Os sistemas recomendados para a indústria de alimentos e bebidas são compatíveis com os principais requisitos técnicos e sanitários do setor, incluindo:
Boas Práticas de Fabricação (BPF)
Exigências de vigilância sanitária
Conceitos de HACCP e controle de contaminação
Requisitos de superfícies contínuas, impermeáveis e laváveis
Ambientes de produção com foco em segurança alimentar
A correta especificação do sistema, aliada a uma aplicação profissional, é fundamental para garantir conformidade normativa e desempenho real em operação.
Por que a escolha do piso impacta diretamente sua operação?
A correta especificação do sistema, aliada a uma aplicação profissional, é fundamental para garantir conformidade normativa e desempenho real em operação.
Por que a escolha do piso impacta diretamente sua operação?
Um piso industrial inadequado pode gerar:
Risco sanitário e contaminação
Interrupções produtivas
Aumento de custos de manutenção
Redução da vida útil do ativo
Não conformidade em auditorias
Já um sistema corretamente especificado atua como parte ativa do processo produtivo, protegendo pessoas, produtos e a operação como um todo.
Fale com nossos especialistas
ada planta industrial possui características próprias: tipo de produto, temperatura, rotina de limpeza, tráfego e exigências normativas.
Nossa equipe técnica está preparada para analisar seu ambiente e indicar o sistema mais adequado da Total Revestimentos para a sua operação.
Entre em contato e receba uma orientação consultiva, baseada em engenharia, desempenho e durabilidade .